Web Width Measurement and Monitoring
Measuring the width of the web (or the cross-machine dimension of the web) is essential for various converting applications. Web width measurement is crucial for quality control and web handling purposes. Some examples of converting processes requiring width measurement include:
- Slitting
- Folding applications, such as shrink sleeve manufacturing
- Sheet and film extrusion
- Textile, tire and rubber manufacturing
- Coating and lamination
Effective cross-machine dimension control (web width and web position control) can significantly reduce waste in the process, directly contributing to the bottom line. In this article, we will examine web width measurement and control in detail.
Width Measurement and Monitoring for Slitting Applications
 Slitting is the process in which a single wide web from a jumbo roll is slit or cut into narrower webs. Depending on the material, several types of slitting mechanisms include:
Slitting is the process in which a single wide web from a jumbo roll is slit or cut into narrower webs. Depending on the material, several types of slitting mechanisms include:
- Razor slitting
- Score slitting
- Shear slitting
- Band and blade
Automated or manual blade positioners may be used to position the blades along the cross-machine direction of the web to cut the lanes along the machine direction. With manual blade positioning, operators align the blades at the desired cross-machine position. To assist with proper blade positioning, rulers on the machine or even laser pointers may be used. Some older machines might require measuring tape to measure blade positions. All of these methods have potential for errors in blade positions, which could cause errors in the slit width of the web material.
Current state-of-the-art slitters might include automated blade positioners to reduce operator errors. Even when the slitting blade positions are set accurately, the final web width can differ from the desired web width. This discrepancy may result from tension variations, shear forces, or stresses in the web creating variations dependent on the type of material and the slitting process.
Some common applications for width measurement in slitting include:
- Tape slitting
- Film and foil slitting
- Printed flexible packaging material slitting
- Label slitting
- Flat ribbon cable slitting
- Lithium-ion battery (anode and cathode) slitting
- Paper slitting
- Hook and loop fastener slitting
Width measurement and monitoring are used to ensure that slitter blade position errors or process variations are detected on time and before the product reaches the end customer. Width tolerances for slitting usually range from ± 5 mm to ± 0.1 mm, depending on the application. Small error tolerances are harder to detect with manual visual inspection by operators, making some applications require real-time width measurement and monitoring instrumentation.
Width Measurement and Monitoring for Folding Applications
 Folding is a common converting process in which a layer of web is folded into multiple layers. Folding processes are typical in diaper manufacturing, tissue paper manufacturing, and shrink sleeve manufacturing.
Folding is a common converting process in which a layer of web is folded into multiple layers. Folding processes are typical in diaper manufacturing, tissue paper manufacturing, and shrink sleeve manufacturing.
Measuring the width of the web after the folding process is a critical quality control metric. Some folding defects may be cosmetic, while others may be functional. For example, a few millimeters' difference in napkin folding might create a cosmetic defect. However, a similar difference in shrink sleeve manufacturing may make the product too tight to fit or too loose to shrink properly. Similarly, in diaper manufacturing, the folding defect might cause glue buildup that can lead to machine stoppages over time.
The centerline position of the web and the folder geometry dictate the final web width in these applications. For example, if the centerline position of the web is offset from the folder, the final width of the folded web would be affected. Typically, a web guide (in center guiding mode) is used before a folder to ensure that the web enters the folder at the correct location to produce the desired folded web width.
An additional level of complexity is introduced in folding applications when the web width changes, or the folder geometry or position shifts. This is the case for shrink sleeve seamer applications. The seam position in a shrink sleeve application depends on the cosmetic appearance of the end product, altering the folder location with respect to the centerline position of the web. Web width changes are also common in shrink sleeve converting machines since the converter may handle a wide variety of end products within the same machine. Therefore, proper width measurement, control, and monitoring are crucial for shrink sleeve converting applications.

In shrink sleeve manufacturing, the width tolerance of the sleeve may range from ± 0.25mm to ± 1mm to ensure that the sleeve is neither too big nor too small for the end application. Most often, the lower limit of tolerance is 0 mm, while the upper limit is +0.5mm, guaranteeing that the sleeve is never too small to slide onto the package it will cover.
One additional challenge with shrink sleeve width measurement concerns the dimensional measurement itself. While forming and sealing the sleeve, some air is entrained within it, altering the product's dimensional width due to out-of-plane web deformation. If the shrink sleeve lacks a hard crease, the two folded edges have a radius, which also changes the projected width of the sleeve seen by the width measurement system. When the measurement tolerance is within a fraction of a millimeter, this effect is significant.
Width Measurement and Monitoring for Plastic Sheet and Film Extrusion
Width measurement and control are vital in plastic manufacturing, such as cast film, blown film, and plastic sheet extrusion. In cast film, the width is primarily determined by the die dimensions and does not change significantly during the run. However, in a blown film line, the layflat width of the final product depends on the process parameters and thus requires control. Finally, in thicker sheet extrusion processes, the final sheet's width depends on the draw, temperature, and viscosity of the molten plastic. Consequently, width measurement and control are not as critical in cast films compared to blown films and sheet extrusion.
 In a blown film line, the layflat width of the material relies on the overall bubble dimension, which may or may not be automatically controlled. Some blown film lines feature active internal bubble cooling (IBC) to maintain the bubble dimension throughout the production run by cooling the air inside the bubble. The bubble dimension is actively controlled by managing the inlet and exhaust airflow based on the bubble dimension. Without IBC, an operator may need to monitor the bubble dimension to maintain a certain layflat width. In some cases, the layflat width might be measured before the winder with a non-contact width measurement system, which can also be used to actively control the bubble width. One advantage of measuring the layflat width close to the rewinder is that the film will have undergone cooling or might have shrunk to the final product size. A disadvantage of controlling bubble size based on layflat width measurement is the significant delay in the control action; any airflow change at the extruder die will not immediately result in width change feedback, which also depends on the web transport speed. Thus, it is a challenging control problem.
In a blown film line, the layflat width of the material relies on the overall bubble dimension, which may or may not be automatically controlled. Some blown film lines feature active internal bubble cooling (IBC) to maintain the bubble dimension throughout the production run by cooling the air inside the bubble. The bubble dimension is actively controlled by managing the inlet and exhaust airflow based on the bubble dimension. Without IBC, an operator may need to monitor the bubble dimension to maintain a certain layflat width. In some cases, the layflat width might be measured before the winder with a non-contact width measurement system, which can also be used to actively control the bubble width. One advantage of measuring the layflat width close to the rewinder is that the film will have undergone cooling or might have shrunk to the final product size. A disadvantage of controlling bubble size based on layflat width measurement is the significant delay in the control action; any airflow change at the extruder die will not immediately result in width change feedback, which also depends on the web transport speed. Thus, it is a challenging control problem.
Measuring and controlling the layflat width in the blown film process is essential to reduce waste and ensure quality. Width, being an important quality metric, makes it not uncommon for rolls or truckloads of well-wound rolls to be rejected due to not meeting the customer's width specifications.
Typically, the width tolerances for these applications range from ± 1 mm to ± 10 mm. These tolerances are relatively high compared to other applications, but it is difficult for operators to notice even 25 or 50 mm of width change over a 2.5 m wide roll. It is also impractical for operators to measure the width of the wound roll manually due to safety reasons. Moreover, intentional oscillations to prevent gauge band buildup might also make manual width measurement challenging.
Proper width control can save a significant amount of trim waste while slitting the edges. Although the trims can be recycled, trimming more material than needed results in considerable monetary loss. Improving cross-machine direction dimensional control could directly contribute to the bottom line.
In the plastic sheet extrusion process, the product width is also affected by process parameters such as draw speed, plastic extrusion temperature, and viscosity. Therefore, measuring and monitoring the width of the extruded sheet is crucial to reduce waste and improve process efficiency.
Width Measurement and Monitoring in Textile, Tire and Rubber Industry
 Width measurement is critical in applications where the web material is heated and cooled to create the required material properties. For example, in textile manufacturing, the fabric may undergo special coating or dyeing involving heating and cooling. This process can cause the material to expand and contract in the cross-machine direction, depending on the material properties. Hence, measuring the width of the web before and after the thermodynamic processes is necessary to ensure quality.
Width measurement is critical in applications where the web material is heated and cooled to create the required material properties. For example, in textile manufacturing, the fabric may undergo special coating or dyeing involving heating and cooling. This process can cause the material to expand and contract in the cross-machine direction, depending on the material properties. Hence, measuring the width of the web before and after the thermodynamic processes is necessary to ensure quality.
Similarly, in tire and rubber applications, width is a critical factor for a quality finished product. The measurement occurs during the calendering process, where rubber compounds are flattened and spread into a thin sheet of uniform thickness. The web width measurement is performed by passing the sheet through a measuring device that detects the sheet's edges and calculates the width. The width is also measured during the tire-building process, where the sheet of rubber is cut and wrapped around a tire-building drum to form the tire. The web width measurement ensures that the cut sheet has the correct dimensions and is wrapped evenly around the drum.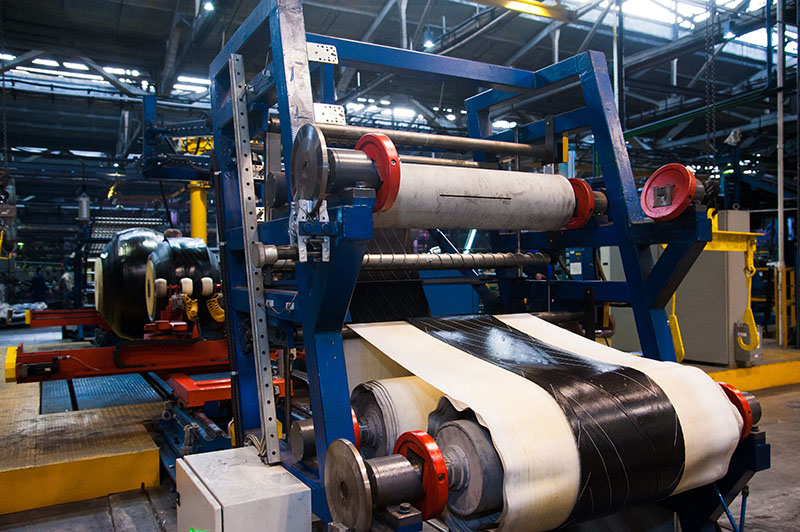
Width Measurement and Monitoring in Coating Applications
Width measurement is essential in coating applications to ensure that the coating material is applied evenly and uniformly across the web surface, without gaps or overlaps. Coating width measurement helps monitor and control the coating process, ensuring that the desired coating width is achieved. Width measurement is also important for controlling the position of the coating apparatus. If the coating is applied off-center or outside the desired width range, it may cause issues with downstream processes such as printing, lamination, or slitting.
Width Measurement and Monitoring in Converting Applications
Besides measuring width for quality control, width measurement is also vital for web handling. One of the main reasons for changes in web width is variations in tension throughout the converting machine. When tension is applied to a web, it can cause the web to stretch or compress, leading to changes in the web width. This is especially prominent with low basis weight materials, such as nonwovens. Since tension is seldom controlled in these machines (low basis weight nonwoven converting machines), monitoring web width is critical to ensure good web handling.
Other factors that can cause changes in web width include variations in temperature, humidity, and pressure. For example, heating and cooling in the embossing process can expand and contract the web, potentially causing web width changes that result in cosmetic quality problems.
Methods of Measuring Web Width
Manual Measurement
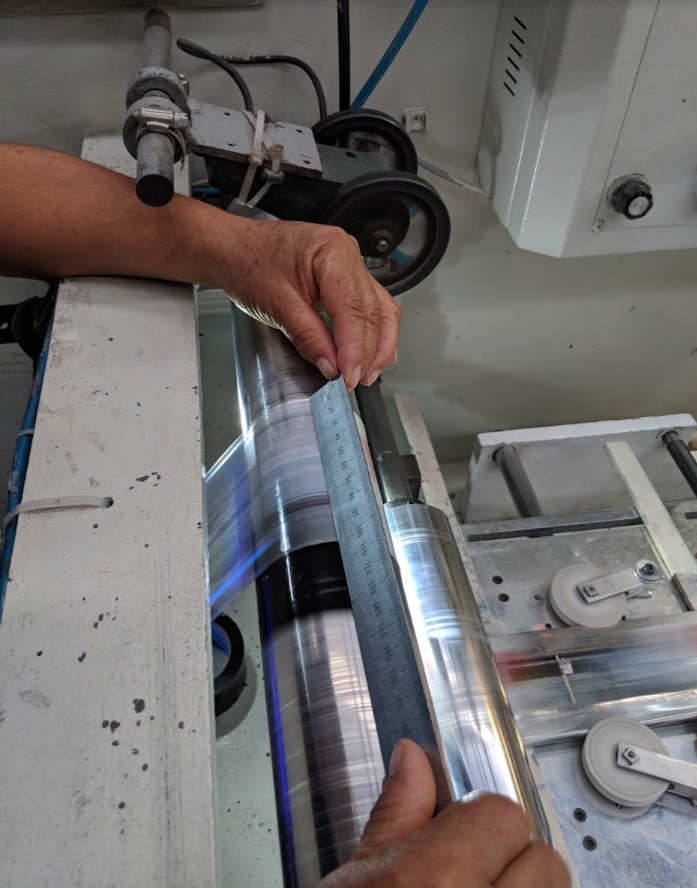
In some other cases, sampled web width measurements are also done using desktop lasers or microscopes at quality control labs. Overall, offline measurements are time-consuming and do not provide real-time width information that may be necessary for gaining better insight into the overall quality of production processes. Most importantly, manual web width measurement in the vicinity of the machine while it is running poses safety challenges.
Pros:
- Simple
- Inexpensive
Cons:
- Prone to measurement errors (systematic and operator)
- Time-consuming
- May require the machine to be stopped while taking measurements
- Can be a safety issue if the measurements are taken while the machine is running
- Measurements might be a sample of the production run without meaningful insights
- Cannot be readily available for IT systems
Real-time Measurements with Edge Sensors

Width measurement with edge sensors is simple; they can provide accurate measurements with the right combination of material and sensing technology. For high precision and high-resolution applications, even laser micrometers are used for web width measurement. The absolute width of the web can be determined by knowing the distance between the two sensors and by tracking the edge position variation from the respective sensors.
Depending on the type of measurement system, the data from the sensors can be recorded in real-time using a PLC or a data historian system.
One common issue with this type of measurement is that the web edge should be within the field of view of the respective edge sensor. If the field of view of the sensor is small, then the web needs to be guided to the sensor position to get an accurate measurement. Without proper web guiding, excessive web wander may saturate the measurement, resulting in poor accuracy. Moreover, if the product width changes from one production run to another, the sensors need to be repositioned appropriately.
To overcome this limitation, some systems have complex mechanisms with motorized sensor positioners that can be moved to different cross-machine locations to accommodate product width changes. Some sensor positioners may even have automated control systems that keep track of the web edge position and automatically move to a new location based on the movement in the edge position. These fully automated systems allow for web width change without operator involvement and avoid manual sensor repositioning errors. However, they are complex, expensive, and prone to breakdown due to constant wear and tear.
Pros:
- High degree of accuracy
- Real-time measurement that can provide meaningful insight into the production process
- Can be used for real-time feedback control of web width
- Increases operator safety
Cons:
- Field of view of the sensor should be wider than the web wander
- Web width change requires sensor repositioning
- Can only measure the width of the web and not a coating width or feature width
- Motorized sensor positioners may become expensive depending on the web width change
- Automated motorized sensor positioners are complex and prone to wear and tear issues
Real-time Measurements with Wide Band Edge Sensors
Wide band (or array) edge sensors can also measure the width of the web with a single sensor if the web is narrow compared to the sensor's field of view. Some sensors can even measure multiple web widths with the same sensor, as long as there is a gap between the webs. This can be achieved with specialized firmware and customization on the sensor. However, one of the biggest drawbacks of edge sensor-based width measurement is their inability to measure the width of a feature (or features) on the web.
Pros:
- High degree of accuracy
- Real-time measurement that can provide meaningful insight on the production process
- Can be used for real-time feedback control of web width
- Increases operator safety
- Web width change does not require sensor repositioning
- Eliminates complexities and issues with motorized sensor positioners
- Higher reliability and overall life of the system
- Allows for instantaneous width changes that might otherwise be difficult with motorized sensor positioners
Cons:
- May be expensive compared to small edge sensors, but comparable to a motorized solution
- May require calibration with some web edge sensors based on the material being measured
- Can only measure the width of the web and not a coating width or feature width
- Has issues with more than four webs and if the distance between them is too close
Real-time Measurements with Camera-Based Machine Vision Systems
The most advanced width measurement systems are camera-based vision systems. These systems typically have a light source, optics, and a camera to capture an image of the web to determine its width. The image captured by the camera-based system may cover the entire width of the web or just regions of the web around the edge. The captured image is then processed using computer hardware (industrial PC or single-board computers), and a corresponding output is sent to a PLC for display or recording purposes. Some systems may be standalone with a digital readout or with alarm outputs.

Depending on the type of the converting process, it may be necessary to measure the width based on a contrasting feature on the web. For example, in label converting, it may be necessary to measure the width (or the gap) of the release liner from the edge of the liner to the edge of the label. Or in a coated web, it may be necessary to measure the width of the coating and not necessarily the width of the substrate. Or in battery applications, it may be necessary to measure the tab width, trim width, and total width all at the same time.
The main advantage of camera-based systems is that they can detect features on the web and use them for width measurement; for example, camera-based systems can detect the width of coatings, gaps between webs, cross-machine distance of a feature from the edge of the web, etc. These systems can also be programmed to measure multiple web widths. However, a camera-based system could become expensive due to the various components needed for the system.
Pros:
- Can be programmed to measure the width of features on the web, such as coating width
- High degree of accuracy
- Real-time measurement that can provide meaningful insight on the production process
- Can be used for real-time feedback control of web width
- Increases operator safety
- Web width change does not require sensor repositioning
- Eliminates complexities and issues with motorized sensor positioners
- Higher reliability and overall life of the system
- Allows for instantaneous width changes that might otherwise be difficult with motorized sensor positioners
Cons:
- Expensive due to the various components needed
- Light source changes can affect the performance of the system
- A machine vision "expert" is needed to troubleshoot any issues with the system
- Calibration might be complex and typically not done by an operator
- Complex and not user/operator friendly
Width Measurement Output
Irrespective of the method used for width measurement, the output from the automated measurement has different options. It is common for the automated system to provide a raw output value that is proportional to the physical width of the material. This value is then used to compute the actual width, display the width for the operators, or take corrective action based on the measurement. This output could be an analog output (voltage or current) or a digital value.
Analog Output
The analog width measurement output could be a voltage or current value. Common output voltage ranges from ±10 V, ±5V, 0-10 V, or 0-5V, while the common current ranges from 4-20 mA, 0-10 mA, 0-20 mA, 4-24 mA, or 0-24 mA.
Based on the measuring system, the sensing range, and the resolution, the analog output value would have an appropriate scale (and bias) that converts the analog output value into physical units. For example, when two edge sensors are used for web width measurement, the individual measurements from the two sensors can be added and provided as an output. This value will be proportional to the portion of the web detected by the respective sensor. The bias or an offset is added to this output based on the distance between the two sensors to determine the overall web width.
Analog outputs are still common even with digital measuring systems where the computation is done using a microprocessor or a microcontroller, while the output is provided in an analog form. This is available to ensure that the width measurement systems can integrate with legacy systems for collecting the measurement data.
The main problem with analog output is that the resolution and the range of the sensor measurement are interdependent and constrained. For example, the minimal resolution for a sensing system with a 100 mm range would be 10x worse than a sensing system with a 10 mm range if the voltage output range for either system is identical. Additionally, the overall resolution of the measurement is the smallest resolution of the digital-to-analog converter (DAC) in the sensor and the analog-to-digital converter (ADC) in the data acquisition system (PLC or industrial computer). For example, if the sensor range is 1000 mm with the resolution of the DAC on the sensor being 12-bit but the resolution of the ADC is only 10-bit, the overall resolution of the measurement is 0.97 mm (= 1000 / 1024). Finally, the electrical noise level in the system also affects the accuracy of the measurement.
Pros:
- Simple to integrate and use
- Cost-effective solution
- Fast feedback with minimal overhead
Cons:
- Electrical noise could affect the accuracy of the measurement
- Does not provide any additional information (such as signal quality, etc.)
- Multiple analog channels are necessary for multiple width measurements
Digital Output
Digital outputs, on the other hand, can provide integer (or floating-point) values. With such a measurement, the sensor range and resolution need not be constrained. The measured output can be transmitted to the receiving circuitry using industrial communication protocols that rely on transmission of the data in the form of bits. Digital transmission is not susceptible to noise in the transmission circuitry; however, it may require special cables depending on the protocol. One additional constraint with digital transmission is network congestion or network delay that may affect the rate at which the measurement is transmitted. This is especially relevant for applications that require high-speed feedback for control purposes.
There are no current standards for digital output for width measurement applications. The data may be transmitted over different fieldbus or network-based physical protocols such as CAN, RS485, Profibus, ControlNet, EtherNet/IP, PROFINET, EtherCAT, CC-Link IE, or Modbus/TCP, etc. Data formats may also vary widely based on the vendor.
Pros:
- Reliable transmission without noise of the data from the sensor to the PLC
- Multiple web width measurements can be provided with the same connection
- Can provide additional information apart from the width measurement
- Can also allow for remote configuration of the sensor for increased automation
- Can be readily connected to the industrial internet of things (IIoT) for data insights
Cons:
- Higher overhead for integration and requires programming skills for integration
- No standard across different vendors in terms of measurement output and fieldbus technology
Width Monitoring
Instead of just providing a width measurement output, web width monitoring systems go a step further and provide an alarm or an output signal, which is a pass or fail signal (Go/No Go) based on the nominal web width. These systems allow the operator to enter a nominal width value along with the product width tolerances for warning and alarm limits. Some systems have the ability to allow for both positive and negative limits as well as the ability to store product recipes for various products made in the machine for faster product changeover.
Width monitoring provides a turnkey solution for manufacturers looking to add a system with limited integration into their existing machine. These systems can be installed with limited changes to the overall operation of the existing machinery.
Pros:
- Simple to integrate and use
- Cost-effective solution
- Could be completely standalone or turnkey system
Cons:
- No data collected, hence cannot gain any meaningful insights from the measurements
- Cannot take advantage of IIoT data insights
Roll-2-Roll® Sensor for Width Measurement and Monitoring
The Roll-2-Roll® Sensor is more than just a sensor; it is a line scan camera with an integrated light source. Combined with the Roll-2-Roll® Controller, the sensing system acts more like a machine vision solution but without the complexities of a typical vision system.
Working Principle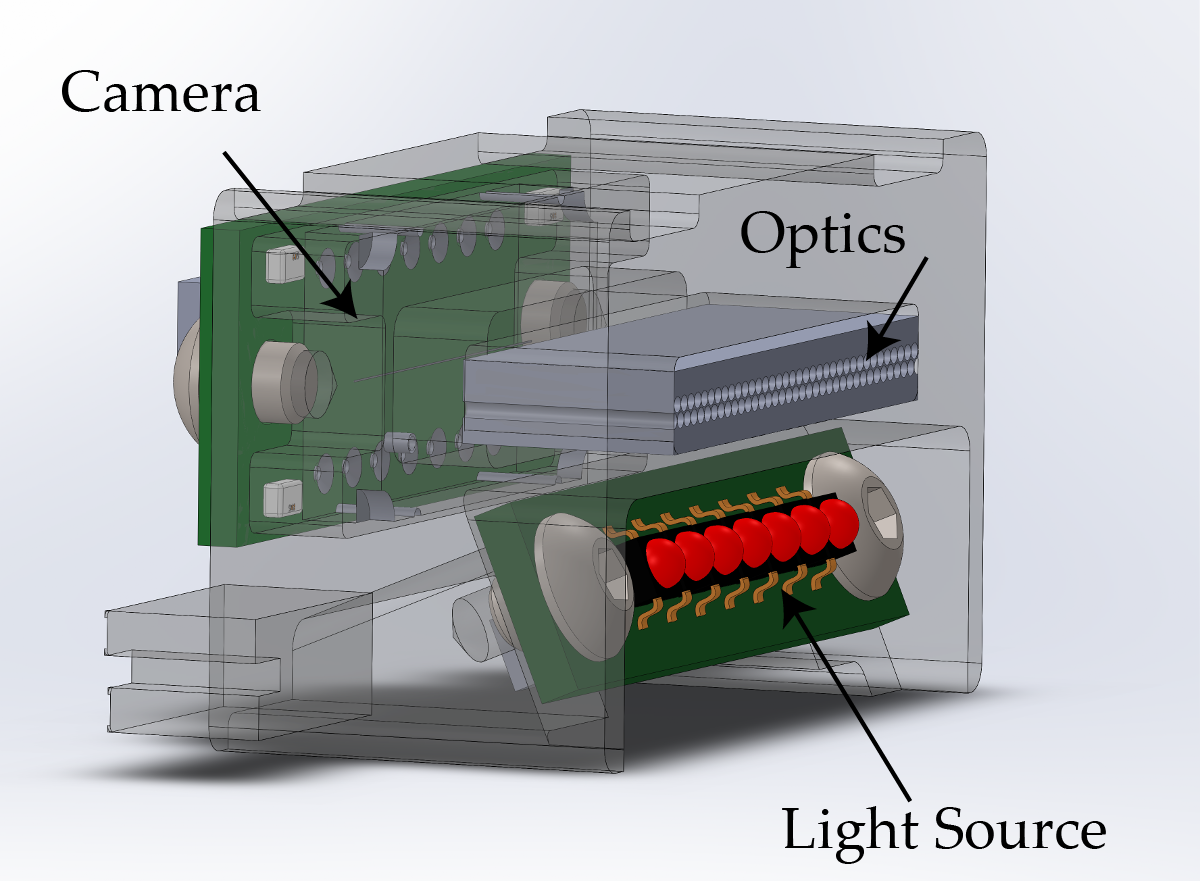
The working principle of the Roll-2-Roll® Sensor is similar to any camera-based vision system; light reflected or scattered from the web is received by the camera through a proprietary linear optical system.
The optics in the Roll-2-Roll® Sensor is based on patented fiber optic technology that spatially filters the scattered/reflected light to create an image on the 1D camera. The sensors by themselves do not have any intelligence; they only have the hardware (lighting, optics, and imaging). The controller is the one that triggers the lighting and image capture sequence. Once the image is captured, it is transferred and processed by the Roll-2-Roll® Controller. The image captured by the camera is processed using digital image processing algorithms to determine the edge of the web or an edge of a contrasting feature on the web.
The 1D cameras on the Roll-2-Roll® Sensor have a hardware resolution of 0.0635 mm or 0.127 mm. The field of view of the sensor also ranges from 48 mm to 960 mm with 768 pixels to 15,180 pixels. Unlike conventional line scan cameras with circular optics, the Roll-2-Roll® Sensor has linear optics. The linear optics provide a 1:1 image capture magnification without the inversion of the image. This allows for the Roll-2-Roll® Sensor to be installed very close to the web, allowing for better lighting control and easier installation in tight installation spaces. Additionally, because of the 1:1 magnification, the resolution of the image captured is not affected by the field of view of the sensor. The linear optics also do not have any issues with aberrations and distortion, commonly seen in circular optics line scan cameras. Finally, the pixel size for 1D cameras in the Roll-2-Roll® Sensor is much larger than conventional line scan cameras, therefore requiring much less light/energy.
Overall, the Roll-2-Roll® Sensor is a specialized 1D line scan camera with some unique features that are best suited for web guiding, web width measurement, and some web inspection applications. Paired with the Roll-2-Roll® Controller, the overall system is user-friendly and as simple to use as a sensor, hence we prefer to call them sensors instead of cameras..
Advantages
The Roll-2-Roll® Sensor system functions like a one-dimensional camera-based vision system but acts like a user/operator-friendly sensor. When compared to conventional edge sensors, the Roll-2-Roll® Sensor has the following advantages:
- Does not require calibration
- Not affected by material properties
- Can detect web edge position as well as contrasting features on the web
- Does not have issues with spatial ambiguity
- Does not require an opposing beam (fork style) transmitter/sensor configuration rather a one-sided compact solution
- Resolution is not affected by the sensor measurement range
- Compact one-sided solution with a wide field of view
On the other hand, when compared to camera-based machine vision systems, the Roll-2-Roll® Sensor has the following advantages:
- Simple installation
- Simple intuitive user interface, no programming needed by a vision "expert"
- Modular solution with integrated light source
- Compact one-sided solution
- No special, expensive gantry needed for installation
- No backlight or external lighting needed
- Unaffected by ambient light
- Can be installed close to the web, ideal for tight installation spaces
- 1:1 image magnification
- Less expensive compared to conventional camera-based solutions (total cost of ownership)
It should be noted that the Roll-2-Roll® Sensor has certain advantages compared to camera-based machine vision systems, but it is not suitable for all applications, especially those that require advanced inspection capabilities. Our sensors excel in simple inspection applications such as web width measurement, width of a coating measurement, flag detection, splice detection, tear detection, multiple strip width measurement, multiple strip gap measurement, thread/string counting, etc.
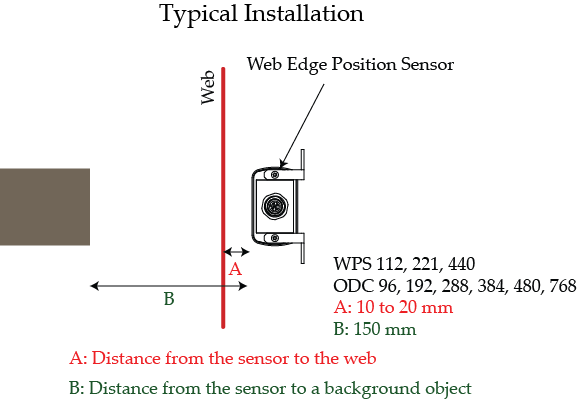
Sensor Installation Recommendation: Edge Sensing
For web width measurement based on the edge of the web, the Roll-2-Roll® Sensor should be installed in a free span with certain background requirements. Since these are one-sided camera-like devices, no object within a distance of 150 mm should be present in the field of view of the sensor, other than the web itself. This is the safe distance measurement, but for certain applications, this constraint can be lowered. For example, if the background is a matte black object (such as a rubber-covered roller), then this distance is significantly reduced. For more information about sensor installation recommendations, please refer to the detailed documentation.
Sensor Installation Recommendation: Contrast Feature Applications
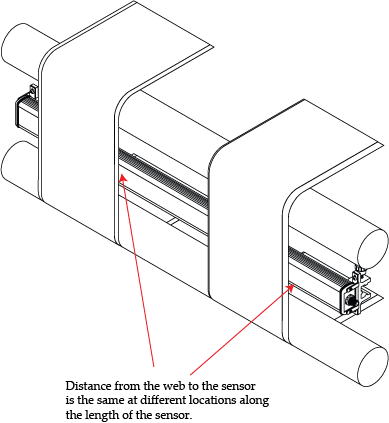 Apart from the background requirement, the web plane needs to be very stable for any application that requires measuring the width of the web based on a contrasting feature on the web. This requirement is no different from any camera-based inspection methods. The main reason for this requirement is to ensure that the focus of the image is not lost due to the web plane change. Meeting this requirement is easy as long as the sensor can be installed between two parallel rollers with a short span, as shown here.
Apart from the background requirement, the web plane needs to be very stable for any application that requires measuring the width of the web based on a contrasting feature on the web. This requirement is no different from any camera-based inspection methods. The main reason for this requirement is to ensure that the focus of the image is not lost due to the web plane change. Meeting this requirement is easy as long as the sensor can be installed between two parallel rollers with a short span, as shown here.
For certain applications, the Roll-2-Roll® Sensor can also be installed on a backup roller. This is one of the unique advantages of the one-sided sensing compared to fork-style edge sensors. This can stabilize the web completely while providing very accurate measurement. Please consult an application engineer for more information on this type of installation or refer to the detailed documentation on our website.
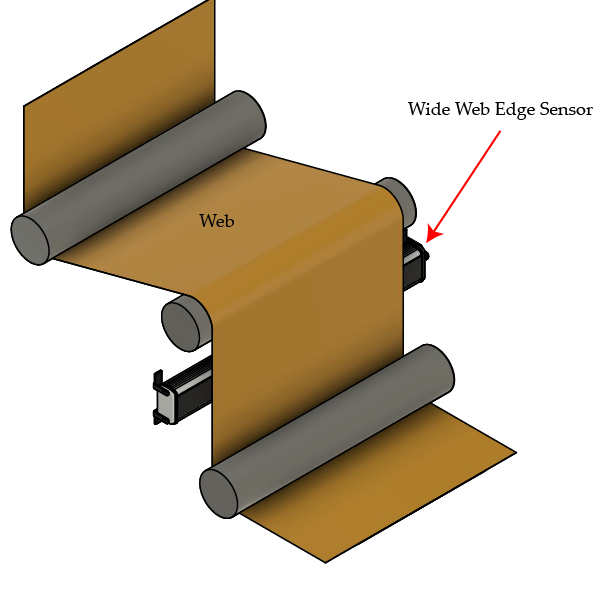
Web Width Measurement Based on Web Edge With One Sensor
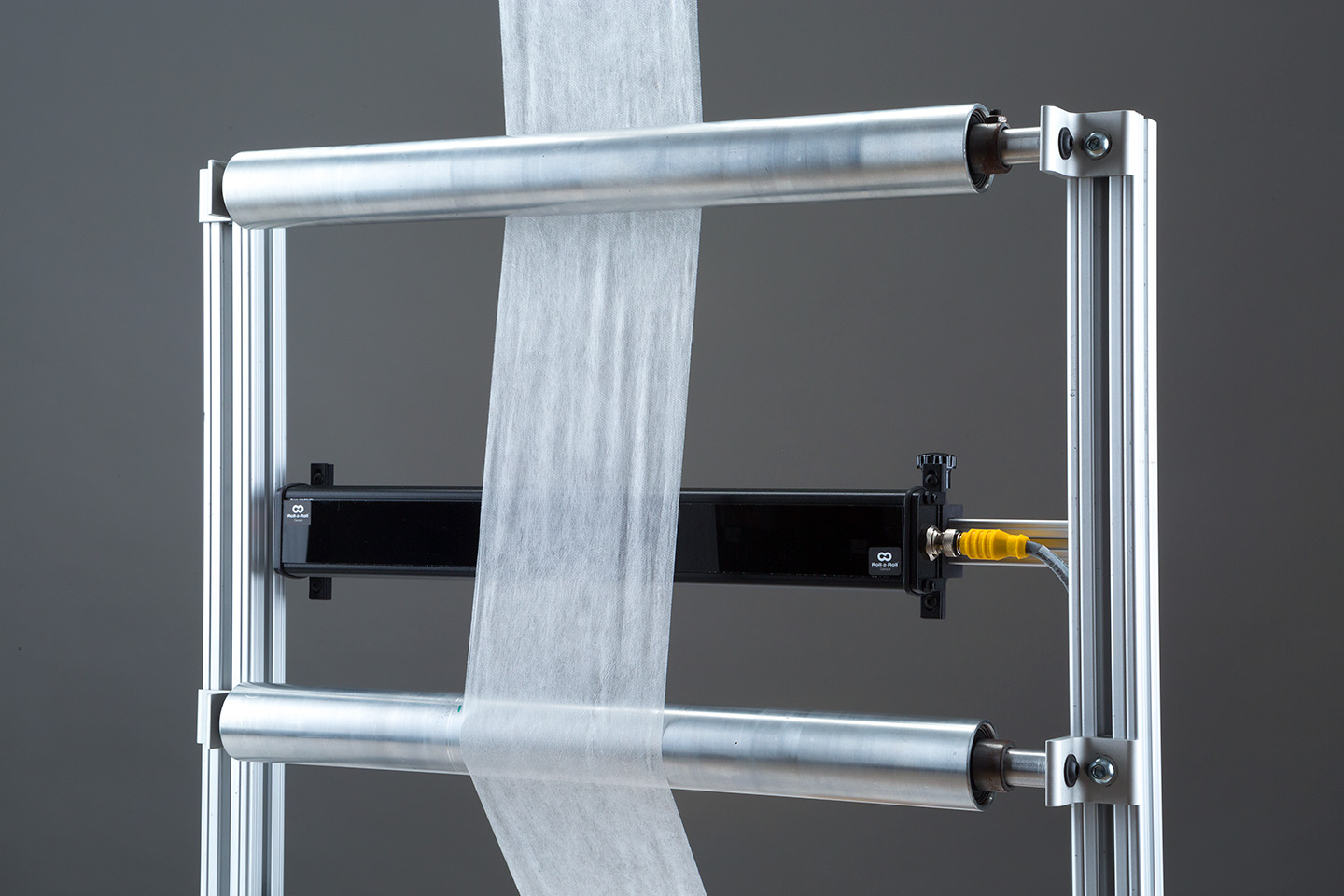 When the sensor is wider than the width of the web (plus any web wander), then one sensor can be used for web width measurement. This is a simple installation with good accuracy of measurement.
When the sensor is wider than the width of the web (plus any web wander), then one sensor can be used for web width measurement. This is a simple installation with good accuracy of measurement.
As long as the plane of the web is stable, this measurement could provide high-resolution output. A standard camera with a 0.127 mm (0.005”) hardware resolution can be further improved with a software sub-pixel approximation algorithm to achieve a resolution of up to 0.03175 mm (0.00125”). Higher resolution camera hardware can also increase the hardware resolution to 0.0635 mm (0.0025”) and the software resolution to 0.015875 mm (0.000625”). Best of all, the resolution is not affected by the field of view of the Roll-2-Roll® Sensor.
Commissioning
The system can be commissioned for web width measurement by first installing the sensor as per the installation recommendations.
- Enable the appropriate sensor connected to the Roll-2-Roll® Controller and ensure that the sensor is in center mode with width measurement mode enabled.
- If needed, the parameters for the image capture can be set on the Roll-2-Roll® controller by appropriately selecting the brightness and the contrast for the image being captured. It is recommended that the image seen by the controller is bright and solid, by removing any low-contrast features seen in the image.
- For measurement applications with analog output: Choose the analog output range on the controller. Available options: 0 - 10 V, 0 - 5V, ± 10 V, ± 5 V, 0 - 10 mA, 0 - 20 mA, 0 - 24 mA, or 4 - 20 mA. If needed, change the polarity for the output.
- With good image capture conditions, the Roll-2-Roll® Controller can be taught to compensate for any focus errors or distance errors. This is necessary for calibration purposes. Subsequent calibration is not necessary if the image capture conditions or the sensor installation do not change.
- For monitoring applications with discrete digital output, set the nominal width, upper, and lower limit for alarm outputs.
- For measurement and monitoring applications with industrial ethernet, the data from the controller will be provided through the respective industrial ethernet protocol. The register map for all the information from the controller can be found on this page on our website.
Standard Operating Procedure
The standard operating procedure is only relevant for turnkey monitoring applications.
- Set the nominal web width, upper limit, and lower limit whenever a new product is being run so that the measurement tolerances are appropriately applied for the product.
Applications
Single sensor web width measurement is best suited for converting applications such as:
- shrink sleeve converting
- diaper manufacturing
- narrow blown film manufacturing (shrink tubes and medical IV bags)
- hook and loop fasteners converting
- self-lock zipper extrusion
- zipper converting
- window shade converting
- metal strip converting
- plastic sheet extrusion
- seat belt manufacturing
Apart from measuring a single web width, multiple web width measurements are also possible with a single sensor. Moreover, since more than one sensor can be connected to the Roll-2-Roll® Controller, a single or multiple web width measurement from each sensor can be measured. These are specialized scenarios available only with special firmware versions. Consult the factory for more details.
These functionalities are only available with Roll-2-Roll® Controller having the digital industrial ethernet option. This is because the Roll-2-Roll® Controller has one analog and limited discrete digital outputs which are best suited for a single web width measurement application. Whereas with the digital industrial ethernet output option, multiple data values can be provided over that channel. Additionally, with the digital input option available with industrial ethernet, nearly unlimited amounts of data can be transmitted from the Roll-2-Roll® Controller to an industrial PC or PLC.
Some common applications for multiple web width measurements are:
- metal strip converting
- slitting width measurement
- flat ribbon cable converting
- paper slitting
- hook and loop fasteners slitting
- tape slitting
- Lithium-Ion battery (anode and cathode) slitting
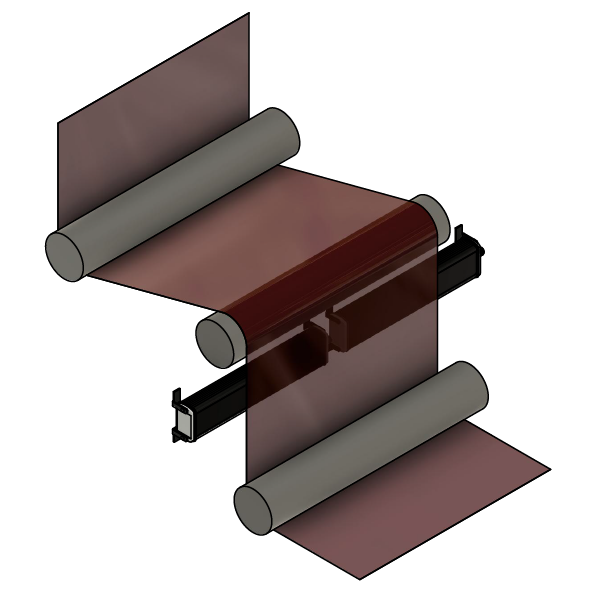
Web Width Measurement Using Two Sensors Based on Web Edge
Single sensor web width measurement may not always be cost-effective, especially for wider webs exceeding 900 mm. For instance, the current maximum range for Roll-2-Roll® Sensor is 960 mm. When the maximum web width is 900 mm and the minimum web width is 800 mm, it's unnecessary to use the 960 mm Roll-2-Roll® Sensor. In this case, a two-sensor option is more appropriate as long as their combined width covers the difference between the maximum and minimum web widths of products run in the machine.
Commissioning
The system can be commissioned for web width measurement by first installing the sensor as per the installation recommendations.
- Install the two sensors as per the installation recommendations.
- Enable both sensors connected to the Roll-2-Roll® Controller, ensuring that the sensor looking at the left edge is in left edge mode and the one looking at the right edge being set to right edge mode for a single wide web.
- If needed, set the parameters for image capture on the Roll-2-Roll® controller by selecting the appropriate brightness and contrast for each sensor.
- For measurement applications with analog output: Choose the analog output range on the controller. Available options: 0 - 10 V, 0 - 5V, ± 10 V, ± 5 V, 0 - 10 mA, 0 - 20 mA, 0 - 24 mA, or 4 - 20 mA. If needed, change the polarity for the output.
- Teach the Roll-2-Roll® Controller to compensate for any focus errors, distance errors, and the offset distance (distance between the two sensors) for calibration purposes.
- For monitoring applications with discrete digital output, set the nominal width, upper, and lower limit for alarm outputs.
- For measurement and monitoring applications with industrial ethernet, the data from the controller will be provided through the total width output register, which can be found on this page on our website.
Standard Operating Procedure
The standard operating procedure is only relevant for turnkey monitoring applications.
- Set the nominal web width, upper limit, and lower limit whenever a new product is being run.
- If sensors are repositioned, teach the controller to learn the offset distance between the two sensors.
Applications
Dual sensor web width measurement is best suited for wide web applications such as:
- Blown film layflat web width measurement
- Textile manufacturing
- Tire manufacturing
- Metal strip manufacturing
- Corrugated board manufacturing
- Paper converting
- Wide web converting
Web Width Measurement Based on Contrasting Position with One Sensor
Roll-2-Roll® Sensors with an appropriate light source can detect contrasting features on the web and measure the width of the contrasting feature. For example, the distance between the edge of a Lithium-Ion battery anode or cathode from the edge of the coating (tab or trim width) can be measured using the contrast width measurement. The entire contrasting feature needs to be within the sensor's field of view.
The system can be commissioned for web width measurement by first installing the sensor as per the installation recommendations.
- Install the sensor as per the installation recommendations.
- Enable the appropriate sensor connected to the Roll-2-Roll® Controller, set the sensing mode to contrast mode, and ensure width measurement mode is enabled.
- If needed, set the parameters for image capture on the Roll-2-Roll® controller by selecting the appropriate brightness and contrast.
- Teach the Roll-2-Roll® Controller to track the position and width of the feature using one of the three contrast modes:
- Left edge of a selected contrast
- Right edge of a selected contrast
- Line mode with a certain background contrast
- For measurement applications with analog output: Choose the analog output range on the controller. Available options: 0 - 10 V, 0 - 5V, ± 10 V, ± 5 V, 0 - 10 mA, 0 - 20 mA, 0 - 24 mA, or 4 - 20 mA. If needed, change the polarity for the output.
- Teach the Roll-2-Roll® Controller to compensate for any focus errors or distance errors for calibration purposes. Subsequent calibration is not necessary if the image capture conditions or the sensor installation does not change.
- For monitoring applications with discrete digital output, set the nominal width, upper, and lower limit for alarm outputs.
- For measurement and monitoring applications with industrial ethernet, the data from the controller will be provided through the respective industrial ethernet protocol, which can be found on our website.
Standard Operating Procedure
The standard operating procedure is necessary for any time a new contrasting feature is being selected.
- Select and teach the Roll-2-Roll® Controller to track the appropriate feature width every time a new feature needs to be tracked.
- Set the nominal web width, upper limit, and lower limit whenever a new product is being run.
Applications
Some common applications for contrast width measurement include:
- Lithium-Ion battery anode/cathode trim and tab width measurement
- Width measurement from the edge of the web to the edge of the printing in packaging
- Tire and rubber width measurement on a backup roller with a bright background
- Selvage width measurement in textile converting
- Coating width measurement in paper manufacturing and adhesive tape manufacturing
- UV fluorescent glue width measurement in diaper and hygiene products converting
- Width from the edge of the release liner to the die-cut edge of the label in label slitting
Multiple contrasting features can be tracked with a single sensor or with both sensors connected to the Roll-2-Roll® Controller using specialized firmware for custom applications. Consult the factory for more information.
Web Width Measurement Based on Contrasting Position with Two Sensors
Two sensors can be used to measure the width of a single web based on two contrasting features on the web. For example, the web width in an embossing process can be measured by tracking printed registration marks on either side of the web. This may be necessary especially with multilayer laminated webs such as in holographic embossing process.
The system can be commissioned for web width measurement by first installing the sensors as per the installation recommendations.
- Install the two sensors as per the installation recommendations.
- Enable both sensors connected to the Roll-2-Roll® Controller, set the sensing mode to contrast mode, and ensure width measurement mode is enabled.
- If needed, set the parameters for image capture on the Roll-2-Roll® controller by selecting the appropriate brightness and contrast.
- Teach each sensor image in the Roll-2-Roll® Controller to track the position and width of the feature using one of the three contrast modes:
- Left edge of a selected contrast
- Right edge of a selected contrast
- Line mode with a certain background contrast
- For measurement applications with analog output: Choose the analog output range on the controller. Available options: 0 - 10 V, 0 - 5V, ± 10 V, ± 5 V, 0 - 10 mA, 0 - 20 mA, 0 - 24 mA, or 4 - 20 mA. If needed, change the polarity for the output.
- Teach the Roll-2-Roll® Controller to compensate for any focus errors, distance errors, and the sensor offset distance between the two sensors for calibration purposes.
- For monitoring applications with discrete digital output, set the nominal width, upper, and lower limit for alarm outputs.
- For measurement and monitoring applications with industrial ethernet, the data from the controller will be provided through the respective industrial ethernet protocol, which can be found on our website.
Standard Operating Procedure
The standard operating procedure is necessary for any time a new contrasting feature is being selected.
- Select and teach the Roll-2-Roll® Controller to track the appropriate feature corresponding to the appropriate sensor every time a new feature needs to be tracked.
- Set the nominal web width, upper limit, and lower limit whenever a new product is being run.
- If sensors are repositioned, teach the controller to learn the offset distance between the two sensors.
Applications
Some common applications for two sensor contrast width measurement include:
- Necking width measurement in embossing applications
- Tire and rubber width measurement
- Carpet width measurement based on tufting edge
- Extrusion lamination coating width measurement
- Plastic bale bag width measurement
In summary, the Roll-2-Roll® Sensor system offers various web width measurement solutions based on the specific application requirements. Single sensor and dual sensor configurations, as well as edge-based and contrast-based measurement methods, provide users with the flexibility to adapt the system to a wide range of industries and applications. By following the appropriate commissioning and standard operating procedures, users can optimize the performance of the Roll-2-Roll® Sensor system for accurate and reliable web width measurements.
Output Options from Roll-2-Roll® Controller
Various output options are available for web width measurement applications with the Roll-2-Roll® Controller. This section provides more information on the output with respect to the different options available.
Analog
The analog option outputs either a voltage or current from the Roll-2-Roll® Controller. Various voltage or current ranges are available in the controller. However, regardless of the voltage range, the digital-to-analog converter in the controller has a 12-bit resolution, meaning 4096 discrete output levels irrespective of the output range. Therefore, the minimum delta in voltage or current level change output from the controller is ds = Fs/4096, where Fs is the full-scale range in voltage or current.
The analog value output from the Roll-2-Roll® Controller depends on the number of sensors used and the measurement range for the sensor(s) used; however, there is only one web width measurement output.
Single Sensor Analog Output
The analog output can provide both an absolute web width and the error from the nominal value based on the selection in the Roll-2-Roll® Controller.
Absolute Web Width
For a single sensor width measurement application with a sensor measurement range of 97.028 mm and a voltage output range of 10 V, a product measuring 63.5 mm would have an analog voltage value of:
The sensor measurement range of any Roll-2-Roll® Sensor can be computed by knowing the number of pixels in the sensor and the resolution of the sensor. For example, ODC 96-IR QD HR has 764 pixels with a hardware resolution of 0.127 mm, resulting in a measurement range of 97.028 mm. Technically, the analog output is calculated based on the pixel width measured by the controller with integer quantization as shown below:
where Wp is the width in pixels, Np the total number of pixels in the sensor, ds = Fs/4096.
Error in Web Width
When a nominal width is set in the Roll-2-Roll® Controller, the error in measurement is provided as the output. With the same example above, if the nominal width is set as 65.024 mm, the analog output value is calculated based on:
where the error Ep = NWP - Wp with NWP being the nominal web width discretized into pixels and WP being the measured web width in pixels. HS is the half-scale value of the analog range. When the error is zero, the output will be exactly half scale. This is where the ±10V or ± 5V analog output ranges are useful for feedback control based on web width measurement.
Dual Sensor Analog Output
Dual sensor analog output is slightly different from the single sensor analog output option.
Absolute Web Width
The main difference lies in the absolute web width output. Regardless of the distance between the two sensors, the analog output with this option is always proportional to the portion of the web seen by both sensors. The primary reason for this is to improve the measurement resolution when the distance between the two sensors is wide compared to the measurement range of the sensors.
The analog output is calculated based on the portion of the web seen by both sensors in the number of pixels with integer quantization as shown below:
where Wp1 and Wp2 are the portions of the web seen by Sensor 1 and Sensor 2 in pixels, Np1 and Np2 are the total number of pixels in Sensor 1 and Sensor 2, and ds = Fs/4096.
It is recommended that for two-sensor applications, both sensors have the same web measurement range and resolution.
Error in Web Width
When a nominal width is set in the Roll-2-Roll® Controller, the error in measurement is provided as the output. The difference in this case is that the denominator includes the sum of pixels in the two sensors, as shown below:
where the error Ep = NWP - Wp, with NWP being the nominal web width discretized into pixels and WP being the measured web width in pixels (including the offset between the two sensors). HS is the half-scale value of the analog range.
Discrete Digital: Pass/Fail
Two or four discrete digital outputs (NPN mode) are also available as output options for the Roll-2-Roll® Controller. These 24V-compatible discrete outputs can provide a simple pass/fail output for turnkey web width measurement applications.
The outputs are based on the nominal web width, upper limit, and lower limit values. If the error in the web width is greater than the upper limit value, that output will be triggered. Likewise, if the error is below the lower limit value, that output will be triggered.
These outputs can be connected to a stack light or an audible alarm signal to alert the operator when the width is outside the normal operating range. It should be noted that this output is for only one web width, irrespective of whether one or two sensors are used for measurement.
Digital: Industrial Ethernet (PLC or Web Dashboard)
The most accurate and versatile of the output options is the digital industrial Ethernet option. Roll-2-Roll® Controller also supports a variety of open industrial Ethernet protocols, such as EtherNet/IP, PROFINET, EtherCAT, Modbus/TCP, and CC-Link IE, for easy connectivity and data exchange. The data is available via I/O data exchange with real-time data update rates. The register map for the controller can be found on this page on our website, and the support files for various industrial Ethernet protocols are available on our website as well. For more information, please consult the factory or an application engineer.
As part of these industrial Ethernet options, Roll-2-Roll® Controller also has a built-in web server that enables rapid deployment of the system using a web browser-based dashboard. This dashboard provides real-time data transfer from the controller to the computer. Apart from plotting the data in real-time, the dashboard also allows for easy data collection and data logging.
Why use Roll-2-Roll® Sensor and Controller for Web Width Measurement?
The Roll-2-Roll® Sensor is more than a conventional sensor and behaves similarly to camera-based technology. The Roll-2-Roll® Controller helps by reducing the complexity of the system and allowing for a user-friendly operator interface that anyone can use. The advantages can be specifically categorized into the following:
Advantages of the One-Sided Sensor Solution:
- Allows for installation very close to a roller or on a roller, with the following benefits:
- Stabilizes the web by setting the web plane for superior measurement accuracy
- Removes air entrained in the web, especially with the shrink sleeve application
- Sets a constant background for installation in tight spaces
- Allows for the installation to take advantage of gravity to reduce dust accumulation
- Compact footprint ideal for tight installation spaces
- Easy threading of the web and avoids sensor damage from operator threading errors
Advantages of the Modular Design:
With the integrated light source, optics, and 1D camera within a compact profile, the modular design provides the following advantages:
- Close installation to the web with increased measurement resolution and accuracy
- Eliminates the need for external lighting
- Eliminates the need to build a gantry for light source and camera installation
- Eliminates the need for long working distance required for conventional camera solutions
Advantages of the Linear Optics:
- 1:1 magnification with higher resolution
- Eliminates lens distortion or aberrations common with circular lens optics
- Resolution of the measurement is not affected by the field of view of the camera
- Working distance not affected by the field of view of the camera
- Camera vibrations does not get magnified in the image captured
Advantages of the Roll-2-Roll® Controller:
- Simple, intuitive, user-friendly operator interface
- No programming needed for setup or operation
- Setup and calibration can be done by operators without the need for “vision experts”
- Integrated control of the lighting (illumination) eliminates lighting errors
In conclusion, the Roll-2-Roll® Sensor and Controller system represents a groundbreaking solution for web width measurement applications, delivering unparalleled accuracy, versatility, and ease of use. Its innovative one-sided sensor design, compact modular structure, and advanced linear optics eliminate common challenges faced in industrial settings, while the user-friendly Roll-2-Roll® Controller ensures effortless setup and operation without the need for specialized expertise.
By choosing the Roll-2-Roll® Sensor and Controller system, you can optimize your web width measurement processes, boost productivity, and enhance overall performance. Don't miss out on the opportunity to transform your operation and stay ahead of the competition. Take action today and upgrade to the Roll-2-Roll® Sensor and Controller system – the future of web width measurement technology.